UN PROCESSO INNOVATIVO

FORGIATURE
A CONFRONTO

PROGETTAZIONI
PER ALTE PRESTAZIONI

QUALITÀ
LIQUID FORGING



CARATTERISTICHE
LIQUID FORGING

Integrità strutturale

Assenza di porosità

Eccellente micro-struttura per la rapida solificazione in seguito al raffreddamento forzato dello stampo

Adatto a ogni tipo di lega leggera, incluso il magnesio (6082, 7075, 2014, 0 A356, AlSi4.5, AlSi9, Magsimal, Silagont…)

Tolleranze dimensionali più strette dei forgiati a caldo

Possibilità di effettuare trattamenti termici

Possibilità di produrre pezzi con inserti

Possibilità di ottenere geometrie complesse

Possibilità di creare stampi multifigura con consistenti riduzioni di tempo ciclo

Possibilità di avere figure diverse nello stesso stampo

Possibilità di produrre pezzi di peso da 40 grammi fino a 10 kg

NON ESISTE SCARTO
La giusta quantità di metallo liquido diventa il pezzo

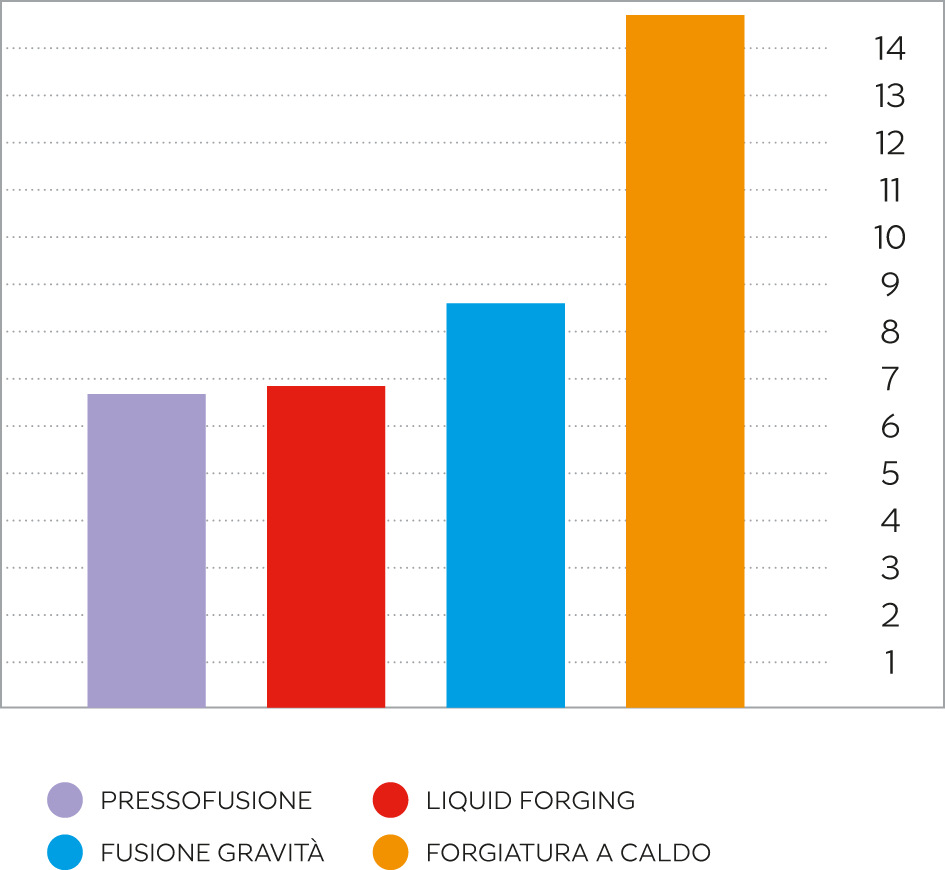
COSTO
LIQUID FORGING

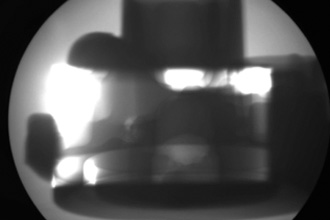
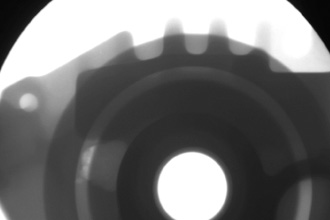
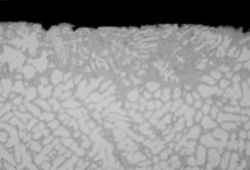
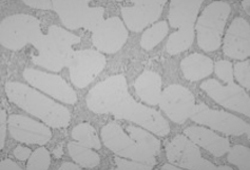
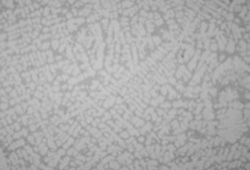
ESAME E ANALISI
AL MICROSCOPIO

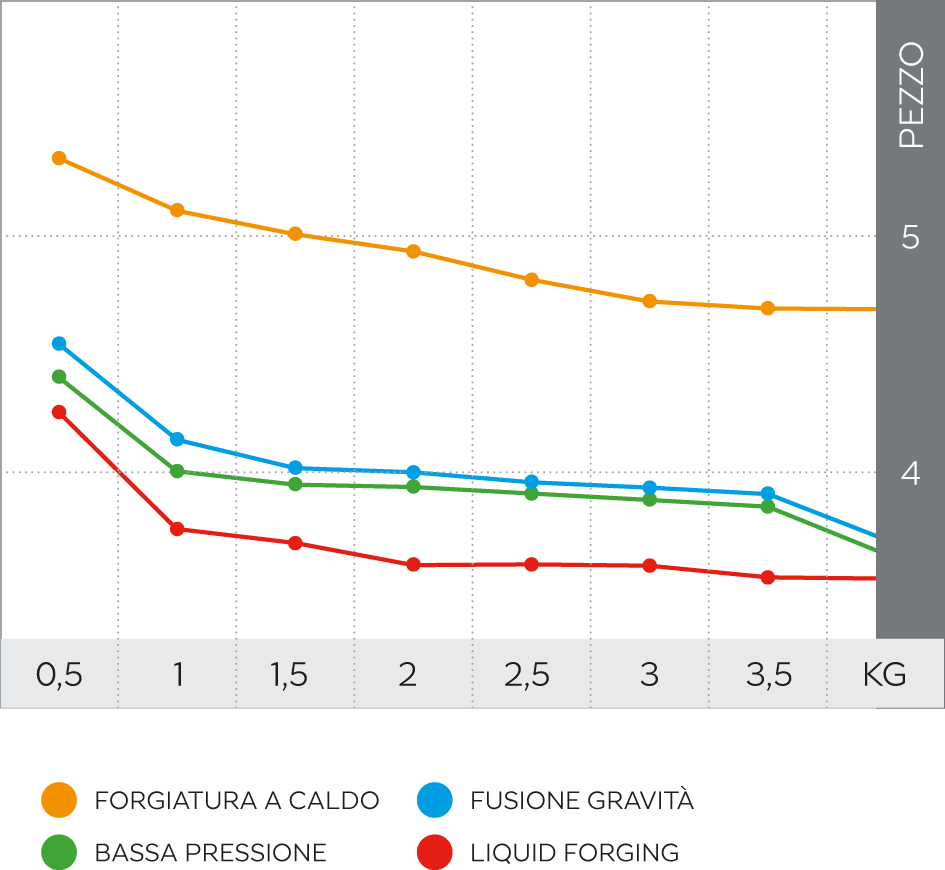
PROPRIETÀ
MECCANICHE


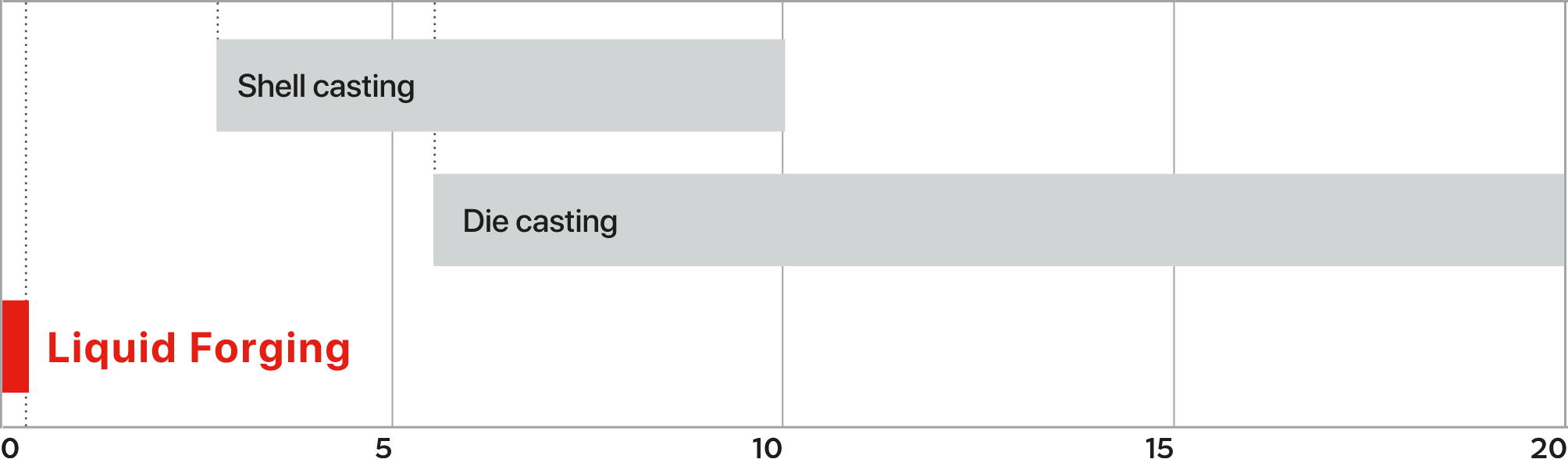
PERCENTUALE
DI POROSITÀ

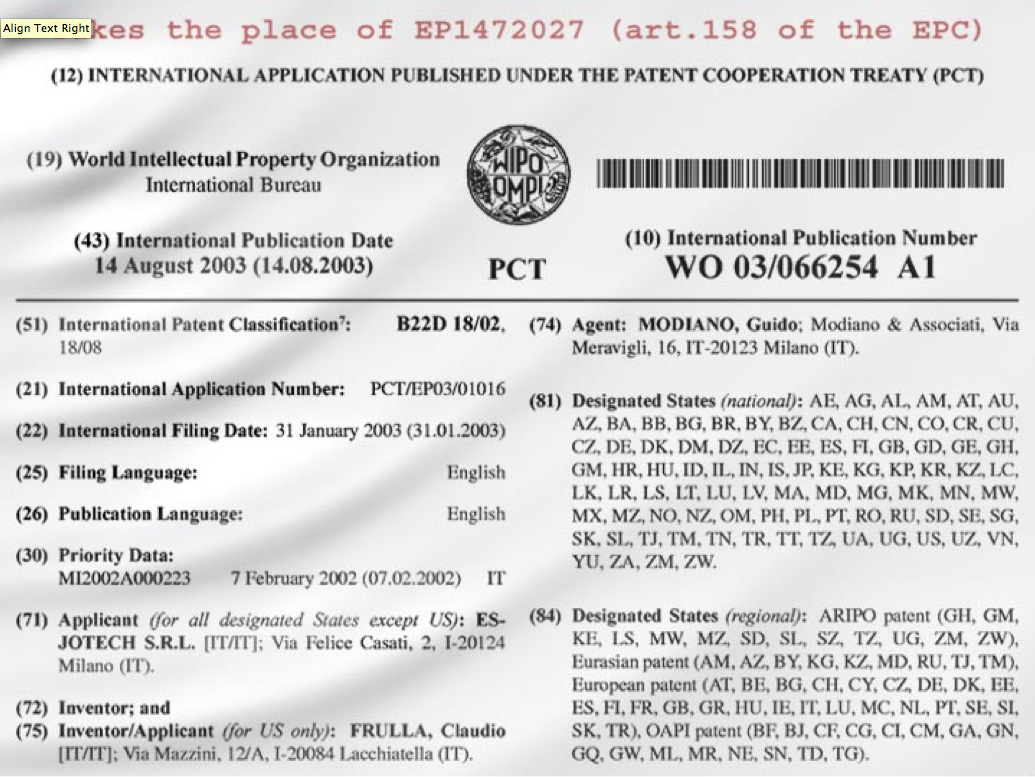
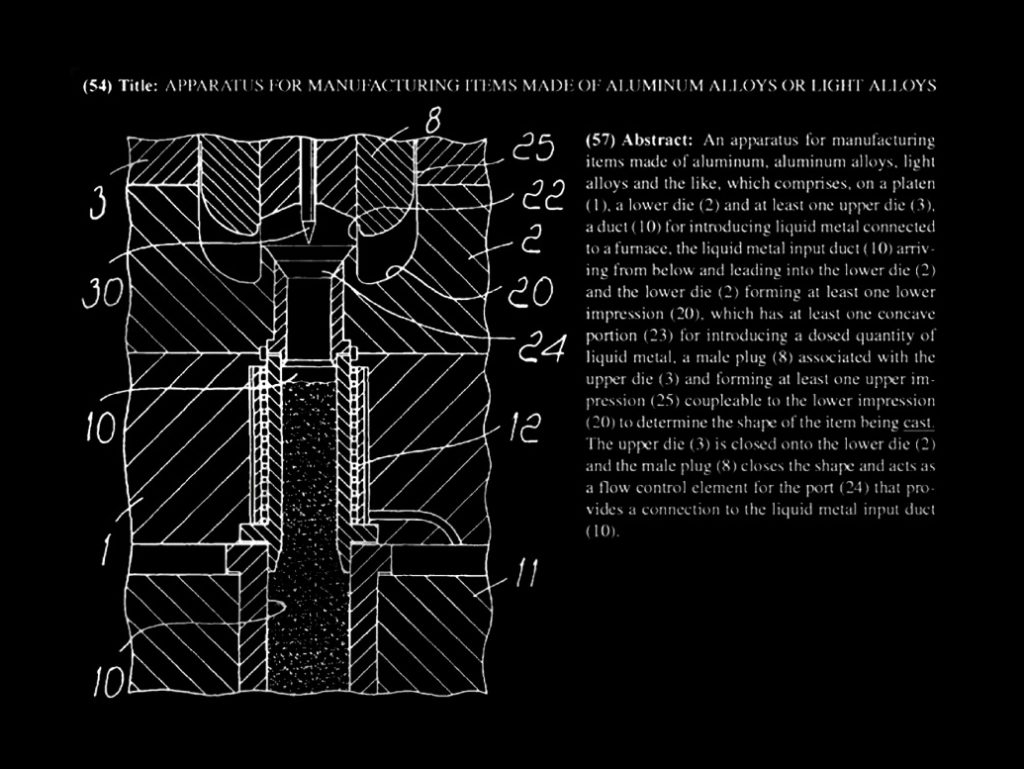
BREVETTO
PATENT